



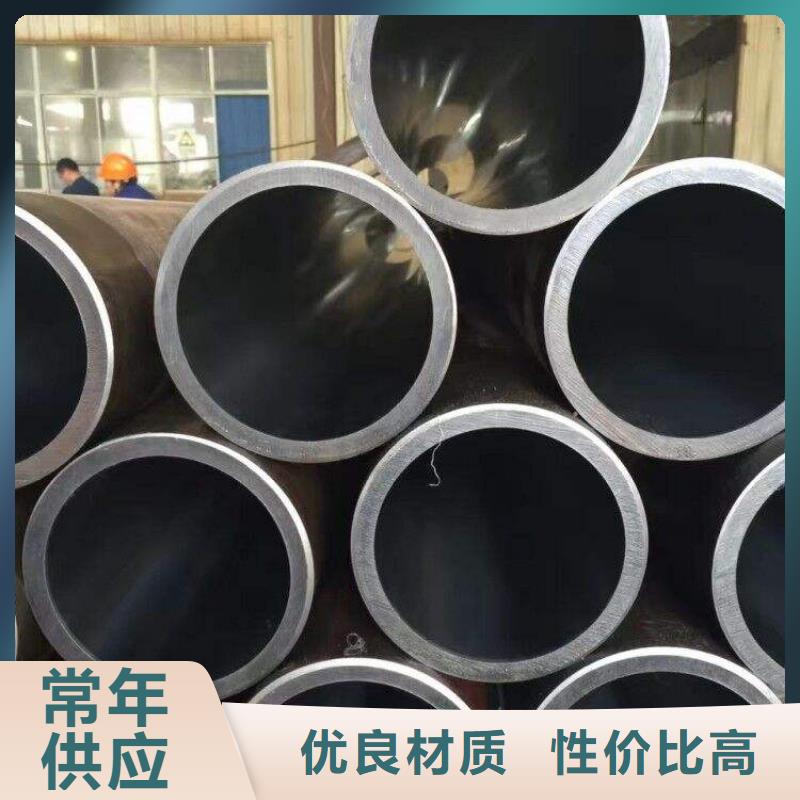


酸洗钝化无缝钢管的清洗是?
酸洗钝化无缝钢管的清洗通常被指称为钝化,意味着在此过程中金属表面形成了一层保护性的惰性薄膜。实际上,通辽酸洗钝化钢管,酸处理主要是去除影响在不锈钢表面形成惰性氧化薄膜的污物,同时也有助于加快氧化过程。清洗要钝化的船舱以至水白的程度。用约15%的溶液(10-20%)清洗整个船舱表面。切记将酸加入水中,而不是将水加入酸中,以将混合产生的热量减小。为了保证得到15%的溶液浓度,测出水流装满200升圆桶的时间,以计算淡水供应的流速。应用这速向船舱内注入所要求量的水。
酸洗钝化无缝钢管的原理:其钝化的机理可用薄膜理论来解释,即认为钝化是由于金属与氧化性质作用,作用时在金属表面生成 一种非常薄的、致密的、覆盖性能良好的、牢固地吸附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧化金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质接触,从而使金属基本停止溶解形成钝态达到防腐蚀的作用。
酸洗钝化的惯例工艺如下:
→酸 洗→ 冲 洗→ 钝 化(池 洗)→
预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置
→酸洗钝化(二合一)膏(池洗)→

无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁)操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。

1958年3月8日在我国的南方-上海
永鑫五金制作厂(1958年7月改为上海永鑫无缝钢管厂
后来改为上海异型钢管厂)的技术人员和工人师傅们一起
在总结生产无缝铜管经验的基础上,研制出了我国 台 Φ76mm穿孔机
结束了上海冷拔无缝钢管长期不能自供坯料毛管的历史。
从而成为我国能生产热轧毛管(冷拔管料管)的第二家无缝钢管厂。后来发展成为我国品种全、规格多的异型钢管厂。

怎样才可以妥当地存放无缝钢管产品不霉变呢
1.挑选适合的场所和库。置放无缝钢管的场所或库房,应挑选在清理整洁、排水管道顺畅的地区,杜绝造成有害物质或烟尘的厂矿企业。到场地面上要野草及一切脏物,维持无缝钢管整洁。在库房里不可与酸、碱、盐、混凝土等对无缝钢管有黏附性的原材料堆积在一起。不一样种类的无缝钢管应各自堆积,避免搞混,避免触碰浸蚀。大中型槽钢、铁轨、辱厚钢板、大口径钢管、铸钢件等能够室外堆积。一些中小型无缝钢管、冷轧钢板、尼龙带、铁氧体磁芯、口径或厚壁无缝钢管、各种各样冷轧、冷拉无缝钢管及其价钱高、易浸蚀的金属制造,可储放入仓库。仓库应依据自然地理标准选中,一般选用一般密闭式仓库,既有屋顶有院墙、窗门严实,设立自然通风设备的仓库。
2.有效码放、先放。码放的标准规定是在堆垛牢固、保证的标准下,保证按种类、规格型号堆垛,不一样种类的原材料要各自堆垛,避免搞混和互相浸蚀。禁止在垛位周边储放对无缝钢管有浸蚀功效的物件。垛底应抬高、牢固、整平,避免原材料返潮或形变。
3.维护原材料的包裝和防护层炼钢厂原厂时涂的添加剂或别的镀复及包裝,它是避免原材料生锈的关键对策,在运送装卸搬运全过程中须留意维护,不可以毁坏,能延长原材料的存放限期。
4.维持库房清理、原材料保养。原材料在进库前应留意避免淋雨或渗入残渣,对早已雨淋或弄污的原材料要按其特性选用不一样的方式洗净,如强度高的能用钢刷,强度低的拿布、棉等物。原材料进库后要常常查验,若有生锈,应生锈层。一般无缝钢管表层于净后,无须抹油,但对耐热铸铁、铝合金冷轧钢板、厚壁管、合金管等,防锈处理后其內外表层均需涂防锈剂后再储放。对生锈较比较严重的无缝钢管,防锈处理后不适合长期性存放,应尽早应用。
